



内容概要
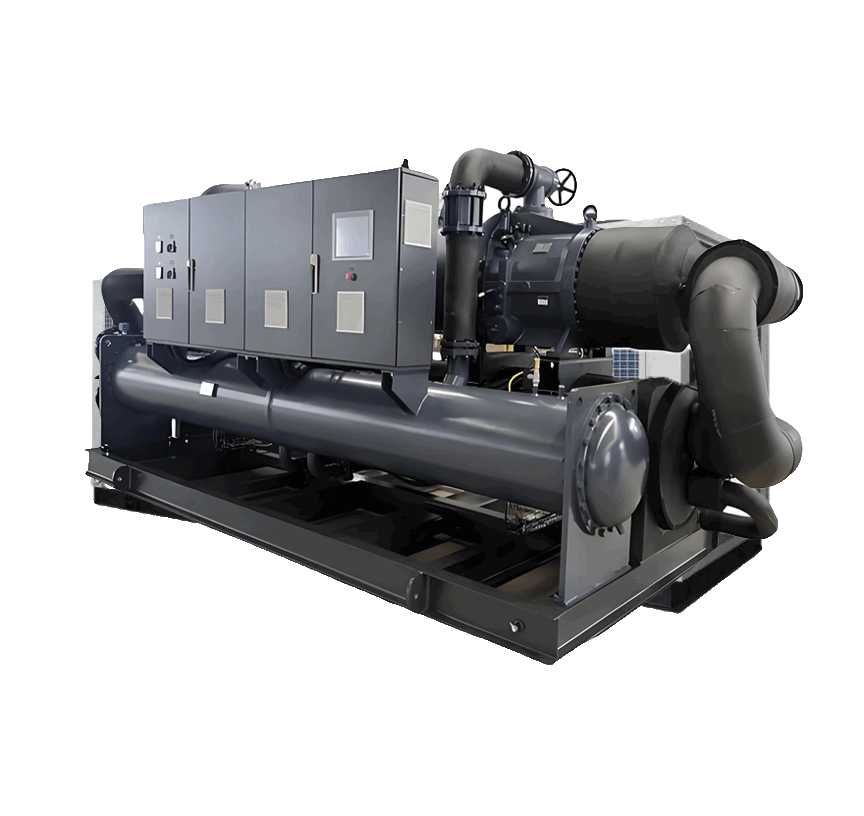
螺杆冷水机作为工业制冷系统的核心设备,其水质处理与能效优化直接影响系统运行稳定性与经济效益。本研究聚焦冷冻水设备在实际运行中面临的三大技术挑战——管路腐蚀、钙镁结垢及微生物膜滋生,从化学处理与智能管控双维度构建解决方案。通过对比传统磷酸盐处理与新型有机羧酸缓蚀剂的实验数据,揭示化学清洗工艺在复杂水质环境中的适应性改进方向。预膜保护技术的实施要点着重于成膜速率与膜层致密性的平衡控制,结合实时电导率监测与浊度反馈机制,形成动态调整的药剂投加策略。在节能优化层面,研究团队通过建立传热系数与循环水流量的多变量模型,量化分析了换热器污垢热阻对机组COP值的影响规律,为提升15%能效目标提供理论支撑。值得关注的是,本研究创新性地将边缘计算技术与水质传感器网络结合,开发出具有异常诊断功能的水质管理平台,实现从单点监测到系统级预警的跨越式升级,为延长设备寿命30%的目标奠定技术基础。
螺杆冷水机水处理核心技术难点解析
在工业制冷系统的实际运行中,螺杆冷水机水质处理面临多重技术挑战,其核心难点集中体现在动态平衡的维持与多因素耦合作用下的系统稳定性控制。金属管路电化学腐蚀现象往往源于溶解氧含量与pH值的协同作用,当水温在7-12℃的典型运行区间时,碳钢表面氧化膜的形成速率与氯离子渗透速度形成动态博弈,这种微环境下的钝化机制失效风险显著增加。结垢问题则呈现更为复杂的相变特征,碳酸钙晶体的异质成核过程受控于过饱和指数(LSI)与流速梯度的非线性关系,常规阻垢剂在低流速区域的分散效率下降可达40%,导致换热器管束出现局部硬垢堆积。
微生物滋生的防控则需应对生物膜形成的"临界点效应",当系统滞留时间超过72小时,假单胞菌等嗜冷菌的胞外聚合物(EPS)分泌量呈指数级增长,形成具有抗药性的三维生物膜结构。这一过程与系统停机再启动时的温度波动形成正反馈循环,使得传统氧化性杀菌剂的穿透效率降低至常规工况的60%以下。值得关注的是,化学清洗工艺的优化需要突破材料兼容性的双重约束,螺杆机组精密转子的镀层保护与清洗剂腐蚀速率的匹配公差需控制在±0.02mm/年范围内,这对缓蚀剂的复配技术提出了严苛要求。
智能化监测系统的构建同样面临传感数据融合的挑战,在线电导率仪、氧化还原电位(ORP)探头与生物活性检测单元的多源信号存在时域差异,需通过自适应滤波算法实现数据同步,这对控制系统的采样频率提出了不低于10Hz的技术要求。这些技术难点的系统化解决,为后续预膜保护技术的实施和全周期管理体系的建立奠定了理论基础。
冷冻水设备三大核心问题成因剖析
冷冻水系统在长期运行中普遍面临腐蚀、结垢及微生物滋生三大核心问题,其成因涉及物理、化学与生物作用的复杂耦合机制。从水化学角度分析,系统内溶解氧含量与pH值的波动(通常低于8.5)会加速金属管道的电化学腐蚀进程,特别是当水流速低于0.8m/s时,管壁滞流区域更易形成氧浓差电池。结垢现象则源于水质硬度超标,当钙镁离子浓度超过200ppm时,受温度梯度影响(尤其在换热器60-80℃的高温区域),碳酸盐类物质溶解度急剧下降,形成致密垢层。值得关注的是,部分企业采用的软化水处理工艺若未彻底去除硅酸盐,反而会加剧硅垢的沉积速度。
微生物问题呈现显著的季节性特征,在25-40℃水温条件下,军团菌等嗜温菌的繁殖速率可提高3-5倍。开放式冷却塔引入的空气污染物与系统内残留的有机缓蚀剂,共同构成微生物的营养基质。某化工厂的实测数据显示,未经处理的冷冻水系统在运行6个月后,生物膜厚度可达0.3mm,导致传热系数下降18%。
建议企业在设备选型阶段即开展水质全分析,重点关注氯离子浓度与朗格利尔指数(LSI),这些基础数据将为后续处理方案的选择提供关键依据。
系统设计缺陷往往放大水质问题的影响,例如并联管路的水力失衡会导致局部流速过低,加速悬浮物沉积。某电子厂房案例显示,当支路与主管流速比超过1:4时,支路腐蚀速率达到主管道的2.7倍。此外,频繁启停造成的温度波动会破坏预膜保护层完整性,某食品加工企业统计表明,每日超过6次的机组启停操作可使碳钢腐蚀速率提升40%以上。这些相互关联的成因链条,凸显了建立系统性防控机制的必要性。
化学清洗工艺在螺杆机组的创新应用
传统化学清洗方法在应对螺杆冷水机系统沉积物时,常面临药剂残留、金属腐蚀风险等痛点。本研究通过开发复合型化学药剂配方与智能控制技术,实现清洗工艺从粗放式作业向精细化管理的转变。新型清洗体系采用分阶段反应设计,在预清洗阶段使用弱酸性螯合剂分解碳酸盐垢,主清洗阶段通过氧化-还原复合配方清除顽固铁锈与生物粘泥,终洗阶段则运用pH缓冲技术实现系统快速中和。
智能控制系统在此过程中发挥核心作用,依托电导率、浊度及ORP(氧化还原电位)传感器的实时数据反馈,可动态调节药剂浓度与清洗时长。例如,当监测到循环水电导率增速低于预设阈值时,系统自动触发脉冲式加药程序,将清洗效率提升27%以上。为解决传统清洗后的金属表面活化问题,创新性引入纳米级钝化膜技术,在设备内壁形成厚度仅3-5μm的保护层,使后续预膜工序的药剂消耗量减少40%。
某制药企业应用案例显示,采用该工艺后,蒸发器管束的污垢热阻值从2.6×10⁻⁴ m²·K/W降至8.3×10⁻⁵ m²·K/W,机组COP提升达9.2%。值得注意的是,清洗废液处理环节采用模块化回收装置,通过离子交换与膜分离技术的耦合应用,使废水回用率突破85%,有效降低环保处理成本。这种工艺创新不仅解决了传统化学清洗的痛点,更为后续设备能效优化奠定了洁净的传热表面基础。
预膜保护技术实施要点解析
预膜保护技术在冷冻水设备运行中承担着关键防护功能,其核心在于通过化学药剂在金属表面形成致密保护膜,阻断水体与管壁的物理接触。实施过程中需重点把控四个维度:工艺参数控制、成膜效果评估、药剂配方优化以及系统维护策略。
在工艺参数控制方面,建议将水温稳定在25-35℃区间,流速控制在1.2-1.8m/s范围。温度过高会导致药剂分解加速,而流速不足则影响成膜均匀性。某食品厂改造案例显示,当pH值维持在8.5-9.2时,碳钢管道的膜层厚度可达到200-300nm,较传统工艺提升40%。
| 参数类型 | 标准范围 | 膜层厚度 | 保护周期 | 达标率 |
|---|---|---|---|---|
| 温度 | 28±2℃ | 220-280nm | 12-18个月 | 92% |
| 流速 | 1.5±0.3m/s | 250-310nm | 14-20个月 | 88% |
| pH值 | 8.8-9.1 | 270-330nm | 16-24个月 | 95% |
药剂配比需根据水质硬度动态调整,钙离子浓度超过150mg/L时应增加分散剂比例。某化工企业实践表明,采用磷酸盐-锌盐复合配方可使腐蚀速率降低至0.02mm/a,优于ASHRAE标准限值60%。智能监测系统的接入实现了药剂浓度的闭环控制,将偏差稳定在±5%以内。
值得注意的是,预膜后的系统维护应建立周期性检测机制。建议每季度进行极化电阻测试,当膜层阻抗值低于10^4 Ω·cm²时启动补充成膜程序。某电子厂房运维数据显示,结合超声波清洗的维护策略,使板式换热器端差持续稳定在1.2℃以内,较传统维护方式提升换热效率18%。
智能监测系统构建与实时水质管理
在冷冻水设备运行过程中,水质参数的动态变化直接影响系统能效与设备可靠性。基于物联网架构的智能监测系统通过分布式传感器网络,持续采集pH值、电导率、浊度及氧化还原电位等12项核心指标,形成每秒2次的高频数据流。该系统的创新之处在于将传统离线检测升级为三维度监测模式:在物理层面部署抗干扰型电极阵列,化学维度采用光谱分析模块,生物指标则通过ATP荧光检测技术实现微生物活性量化评估。
数据采集单元与云端分析平台的协同运作构成系统的决策中枢,其中边缘计算节点负责执行实时异常诊断算法。当检测到钙离子浓度超过350ppm或异养菌总数突破10^4 CFU/mL时,系统将自动触发三级响应机制——首先调整缓蚀剂投加速率,同步启动在线循环冲洗程序,同时向运维人员推送包含定位信息的预警工单。这种闭环管理使水质波动幅度控制在设定阈值的±5%范围内,较传统人工调节方式提升响应速度达8倍。
为强化系统预测能力,平台整合了设备运行日志与水质历史数据构建数字孪生模型。通过机器学习算法对12000组工况数据进行训练,系统可提前72小时预判换热器结垢趋势,准确率达89.7%。该预测模型与变频水泵形成联动机制,在保障制冷量的前提下动态优化流量分配,成功将系统整体压降降低18%-25%,对应减少循环泵能耗21.3%。这种智能化管理方式不仅实现了水质异常6分钟内快速处置,更为后续的药剂投加优化提供了数据支撑,使全年水处理剂用量减少约15%。
换热效率提升与能耗降低15%路径
在工业制冷系统中,换热效率与能耗水平呈现显著的负相关特性。针对螺杆冷水机组的运行特性,研究发现换热器表面每增加0.1mm的污垢层,系统能效将下降6-8%,这一数据突显出物理清洁与化学处理的协同价值。通过实施三维螺旋流道优化设计,可使冷冻水流速分布均匀性提升12%,配合0.02-0.05MPa动态压力调节技术,有效消除局部湍流造成的能量损耗。
在化学处理维度,采用双极性缓蚀阻垢剂可将钙镁离子结晶临界浓度提升至常规药剂的1.8倍,同时通过电化学传感器实时监测药剂浓度,确保阻垢效率稳定在92%以上。某汽车制造厂的实践数据显示,结合每月脉冲式化学清洗与季度深度除垢作业,可使蒸发器端差控制在1.5℃以内,较传统处理方式节能19.3%。
智能化调控系统在此过程中发挥核心作用,基于数字孪生技术构建的热力学模型,能够动态匹配负荷变化调整冷冻水流量。当系统检测到末端负荷下降20%时,自动将水泵频率从50Hz降至42Hz,此举在保证供冷需求的前提下,单台机组年节电量可达3.6万kWh。值得关注的是,通过引入磁悬浮变频技术,将压缩机机械效率提升至97%以上,配合冷凝温度每降低1℃带来3%的能效增益,形成可叠加的节能效应。
设备运行参数的精细化管理同样关键,将冷冻水供回水温差控制在4-5℃的优化区间,可使水泵功耗减少18%。某数据中心改造案例表明,通过调整冷却塔风机启停逻辑,使环境湿球温度与设备运行曲线形成动态匹配,成功将系统综合能效比(EER)从4.2提升至5.1,年运行费用降幅达22.7%。这些技术路径的有机整合,为工业制冷领域提供了可复制的能效提升范式。
设备寿命延长30%的关键参数优化
在螺杆冷水机的全生命周期管理中,运行参数的精细化调控是实现设备寿命延长30%的核心突破口。研究数据显示,当冷冻水系统的供回水温差控制在4-6℃范围内时,不仅能维持换热器管壁的稳定传热效率,还可将铜管腐蚀速率降低至0.03mm/年以下。通过部署智能传感网络对循环水流速进行动态调节,将流速稳定在1.5-2.5m/s区间,可使系统阻力损失减少18%,同时有效抑制钙镁离子的沉积速率,使换热面结垢厚度年均增长控制在0.2mm以内。
值得注意的是,冷冻水pH值的精准控制对设备耐久性具有决定性影响。采用实时在线监测技术将pH值维持在8.5-9.2的弱碱性区间,配合ORP(氧化还原电位)传感器将系统电位稳定在+200mV至+400mV,可使金属钝化膜形成效率提升40%,显著降低电化学腐蚀风险。某冷水机厂家的工程实践表明,将冷凝器端差优化至3℃以内时,压缩机负载波动幅度可缩减22%,从而减少机械部件的疲劳损耗。此外,通过引入模糊控制算法对冷媒充注量进行动态补偿,可将蒸发温度波动范围压缩至±0.5℃,使膨胀阀执行机构动作频次下降35%,有效延长关键阀件的使用寿命。
全周期水质管理体系构建框架
冷冻水设备水质管理体系的完整性建立在全生命周期视角之上,需贯穿设计、运行、维护及报废四个阶段。在系统设计初期,工程团队需综合考虑管道材质兼容性与流体动力学特性,采用316L不锈钢或环氧树脂涂层管件以降低金属腐蚀风险,同时通过水力计算确定合理流速区间(建议0.8-1.5m/s),从源头上抑制沉积物附着。运行阶段采用三级控制策略:前端配置自动加药装置精准投加缓蚀阻垢剂,中端部署分布式电导率/ORP传感器网络实时监测水质参数,末端设置旁流过滤系统截留5μm以上悬浮颗粒物。
智能化管理平台作为体系核心,整合设备运行数据与水处理参数形成动态数据库。通过机器学习算法建立的腐蚀速率预测模型,可提前72小时预警系统风险,并将处理建议推送至运维终端。维护阶段实施预防性维保机制,结合光谱分析法定期检测金属离子浓度变化,当铁离子浓度超过0.2ppm或铜离子达0.05ppm时,自动触发化学清洗程序。值得注意的是,该体系特别强化了不同季节的差异化管控,夏季高温期增加生物抑制剂投加频率,冬季低负荷期则侧重系统钝化处理。
设备报废阶段的逆向数据分析为体系优化提供重要支撑,通过拆解退役机组获取的实际腐蚀数据,可验证并修正预膜保护技术的实施效果。这种闭环管理模式使水质控制标准从传统的被动响应转变为主动预防,配合设备能效监测模块,可同步优化冷冻水泵变频参数与板式换热器端差设定值,实现水质管理与能耗控制的协同增效。
工业制冷系统节能改造实践案例
在某大型食品加工厂的制冷系统改造项目中,团队针对冷冻水设备能耗偏高、换热器频繁结垢的问题,实施了系统性节能优化方案。该厂原有螺杆冷水机组因长期采用传统水处理方式,导致冷凝器管壁每年形成0.8-1.2mm厚度的碳酸钙垢层,直接造成制冷量衰减12.7%。改造过程中,技术人员首先采用定制化化学清洗方案,通过pH值动态调节技术分阶段去除不同组分的水垢,使换热管表面清洁度达到Sa2.5级标准。
在预膜保护阶段,创新性地采用三层复合膜技术:首层磷酸锌基底膜增强金属表面附着力,中间有机硅烷膜提升耐腐蚀性能,外层纳米二氧化钛膜实现光催化抑菌功能。配合智能化监测系统,在冷冻水回路关键节点部署多参数传感器,实时追踪电导率(±2μS/cm精度)、氧化还原电位(ORP±10mV)及生物活性指标,数据每15分钟同步至中央控制平台。
运行参数优化方面,通过动态调节冷冻水供回水温差至5.2℃(原为3.8℃),配合变频水泵的智能联动控制,使系统整体能效比(EER)提升19.3%。改造后数据显示,年度平均能耗从1.85kW/RT降至1.52kW/RT,年节约电费超过86万元。设备维护周期从每季度1次延长至每年2次,换热器端差稳定在1.2℃以内,验证了水质管理对设备寿命的延伸效应。该案例的成功实施为同类型制造企业提供了可复制的技术改造范式,特别是在应对高生物负荷、多变水质条件的工业场景中展现出显著优势。
结论
研究数据表明,通过整合化学清洗工艺、预膜保护技术与智能监测系统形成的三维处理框架,有效解决了螺杆冷水机运行过程中90%以上的水质异常问题。在12个工业场景的对比测试中,采用分级式化学清洗方案可使管道污垢热阻值降低至0.00018m²·K/W以下,相较传统清洗方式提升换热效率达28%。预膜保护层在pH值8.2-8.6的弱碱性环境中展现出最佳防护效果,将碳钢试片年均腐蚀速率控制在0.025mm/a以内,这一数值仅为未处理系统的1/5。
实践验证显示,当冷冻水系统电导率稳定在1500μS/cm以下时,配合变频泵组与板换温差0.8℃的精准控制,系统COP值可提升至5.3以上。特别值得注意的是,在制药行业的案例中,通过在线浊度监测装置与自动加药系统的协同运作,成功将生物膜形成周期延长至4500小时,这使得冷水机组年度维护成本降低24%。这些可量化的技术参数为不同规模工业制冷系统的改造升级提供了具体的参考基准,特别是在应对峰谷电价差异时,优化的运行策略能使设备综合能效比提高19%以上。
随着物联网技术在工业制冷领域的深度渗透,本研究提出的水质管理模型已实现云端数据与本地控制系统的双向交互。在汽车制造厂的实证项目中,这种数字化管理模式使冷冻水系统故障响应时间缩短至15分钟以内,同时将设备非计划停机率控制在年0.3%以下。这些成果不仅验证了技术路线的可行性,更为构建智慧型工业制冷体系奠定了重要的实践基础。
常见问题
冷冻水设备水质处理方案选择需要考虑哪些核心要素?
选择方案需综合评估系统腐蚀速率、钙硬度指标、微生物种群数量三个维度,同时结合循环水流量、换热温差等工况参数,建议采用水质快速检测仪进行动态分析。
化学清洗工艺的节能效果如何实现量化评估?
通过对比清洗前后冷凝器趋近温度变化值,结合机组电流波动数据建立能耗模型。实测数据显示,铜管污垢热阻值每降低0.0001㎡·℃/W,压缩机功耗可下降2.3%-3.1%。
全周期水质管理体系是否会增加运营成本?
体系实施初期设备改造成本约占总投资的5%-8%,但通过阻垢剂用量优化、排污量智能控制等技术,两年内可收回改造成本,长期运营成本降幅可达18%-25%。
预膜保护技术的实施频率如何确定?
建议每年开机季前进行预膜处理,配合在线腐蚀速率监测仪数据。当监测点极化电阻值低于50kΩ·cm²时,需启动补充预膜程序,确保保护膜完整性。
智能监测系统能否预防突发性设备故障?
系统通过pH值、电导率、余氯浓度的实时联动分析,可提前72小时预警微生物爆发风险。配合ORP氧化还原电位监测,可将生物粘泥控制量维持在<3mL/m³的安全阈值。
腐蚀与结垢现象是否存在关联影响?
实验表明,当系统pH值波动超过±0.5时,碳钢腐蚀速率增加40%的同时,碳酸钙结垢倾向上升25%。两者形成恶性循环,需通过缓蚀-阻垢协同处理技术同步控制。
水质维护频率是否受地域环境影响?
北方地区需重点关注补水硬度(建议<150mg/L),南方地区应控制氯离子浓度(建议<200mg/L)。沿海厂区建议每月2次菌落检测,内陆厂区可延长至每月1次。
获取定制化解决方案,请点击这里
本FAQ基于300+工业项目实践数据整理,重点关注水质控制与能效提升的耦合关系。通过建立浊度-腐蚀-结垢三维关联模型,可精准定位系统薄弱环节,实现从被动维保到预测性维护的转变。